

|
86-028-84550485
86-028-84550484 | 
|
dingcheng618@163.com
|



PVC薄膜分类及配方
PVC薄膜,主要成份为聚氯乙烯,另有加入其他成分来增强其耐热性,韧性,延展性等。这种表面膜的最上层是漆,中间的主要成分是聚氯乙烯,最下层是背涂粘合剂。
PVC薄膜可分为PVC软薄膜和PVC硬薄膜。软PVC一般用于地板、天花板以及皮革的表层,但由于软PVC中含有柔软剂(这也是软PVC与硬PVC的区别),容易变脆,不易保存,所以其使用范围受到了局限。硬PVC不含柔软剂,因此柔韧性好,易成型,不易脆,无毒无污染,保存时间长,因此具有很大的 开发应用价值。
PVC真空吸塑膜,用于各类面板的表层包装,所以又被称为装饰膜、附胶膜,应用于建材、包装、医药等诸多行业。其中建材行业占的比重最大,为60%,其次是包装行业,还有其他若干小范围应用的行业。
聚氯乙烯加入增塑剂可用吹塑法吹制软质聚氯乙烯薄膜,按使用稳定剂的不同可制成透明和半透明膜,前者主要用于农业,后者主要用于工业。
聚氯乙烯吹塑薄膜的性能是随增塑剂及其他助剂添加的数量与品种不同而异,一般增塑剂含量越高,薄膜的伸长率、撕裂强度和耐低温性能越好,但硬度、拉伸强度和冲击强度随之下降。总的来看,PVC吹塑软质薄膜具有强度高、透明性好、易于印刷和高频焊接的特点,所以应用领域颇为广泛,在农业上可作为普通育秧膜、蔬菜大棚膜和人参覆盖膜等,在工业上可作防潮、防水的覆盖膜和各种工业包装膜。
配方设计有农业用与工业用两种,表6-12给出适用于我国华北地区的典型配方。

软质pvc吹塑薄膜的生产工艺流程与生产工艺
(1)生产工艺流程。
软质PVC吹塑薄膜的生产工艺流程如下。
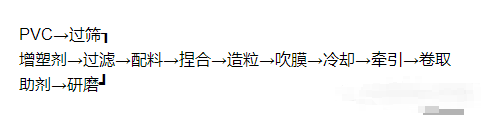
聚氯乙烯吹塑薄膜生产工艺流程有两种,一种是采用粉料直接挤出吹塑成型,此法使用长径比大的挤出机才能塑化良好;另一种方法是使用普通挤出吹膜机组,用粒料吹膜,虽增加了造粒工序,但挤出机结构较简单,国内大多数厂家采用此种方法。
(2)生产工艺。
①
②
软质pvc吹塑薄膜生产选用哪些主要生产设备
(1)三辊研磨机。辊筒直径为400mm,通水冷却。
(2)高速捏合机。容积200L。
(3)
(4)
(5)
文章内容来源于网络,只为学习交流,无商业目的


